



Soudage laserest une nouvelle méthode de soudage.Soudage laserCe procédé est principalement destiné au soudage de matériaux à parois minces et de pièces de précision. Il permet le soudage par points, le soudage bout à bout, le soudage par empilement, le soudage d'étanchéité, etc. Ses caractéristiques sont les suivantes : rapport d'aspect élevé, faible largeur de cordon, zone affectée thermiquement réduite, faible déformation et vitesse de soudage élevée. Le cordon de soudure est lisse et esthétique, ne nécessitant aucun traitement ou seulement des traitements simples après soudage. La qualité de la soudure est élevée et exempte de porosités. Les impuretés dans le métal de base sont réduites et optimisées. La structure peut être affinée après soudage. La résistance et la ténacité de la soudure sont au moins égales, voire supérieures, à celles du métal de base. Le procédé est précis et contrôlable, le point focalisé est petit, le positionnement est de haute précision et l'automatisation est aisée. Il permet le soudage de certains matériaux dissemblables.
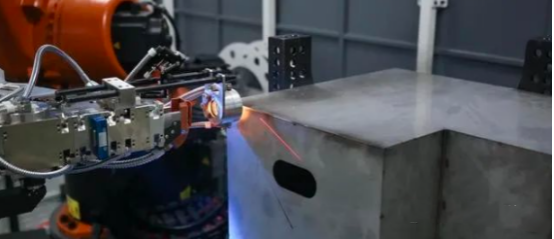
1. Soudage par autofusion laser
Soudage laserLe soudage laser exploite l'excellente directivité et la forte densité de puissance du faisceau laser. Ce dernier est focalisé sur une petite zone grâce à un système optique, créant ainsi une source de chaleur très concentrée dans la zone de soudage en un temps très court. La pièce à souder fond alors, formant un point de soudure et un cordon de soudure robustes. Avantages du soudage laser : rapport d'aspect élevé ; vitesse et précision élevées ; faible apport de chaleur et faible déformation ; soudage sans contact ; insensibilité aux champs magnétiques et absence de besoin de vide.
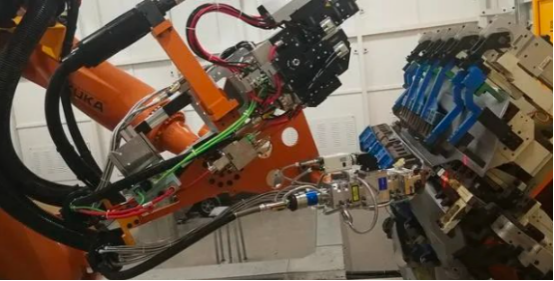
2. Soudage au fil d'apport laser
Soudage au fil d'apport laserLe soudage laser avec fil d'apport consiste à pré-remplir la zone de soudure avec un matériau d'apport spécifique, puis à le faire fondre par irradiation laser, ou à remplir le matériau d'apport pendant l'irradiation laser afin de former un joint soudé. Comparé au soudage sans fil d'apport, le soudage laser avec fil d'apport répond aux exigences strictes de traitement et d'assemblage des pièces ; il permet de souder des pièces plus épaisses et plus grandes avec une puissance moindre ; en ajustant la composition du fil d'apport, les propriétés structurelles de la zone soudée peuvent être contrôlées.

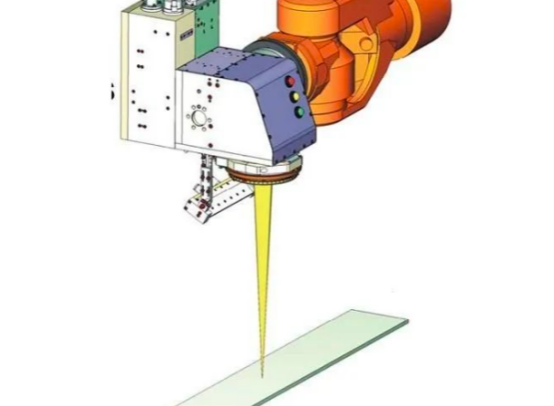
3. Soudage laser en vol
Soudage laser à distanceIl s'agit d'une méthode de soudage laser utilisant un galvanomètre à balayage haute vitesse pour le traitement à grande distance. Elle offre une grande précision de positionnement, un temps de soudage court et rapide, ainsi qu'une efficacité élevée. Elle n'interfère pas avec le dispositif de soudage et réduit la contamination des lentilles optiques. Les soudures peuvent être personnalisées pour optimiser la résistance structurelle. Généralement, le cordon de soudure n'est pas protégé par un gaz et les projections sont importantes. Cette méthode est principalement utilisée pour les tôles d'acier minces à haute résistance, les tôles d'acier galvanisé et d'autres produits tels que les panneaux de carrosserie.
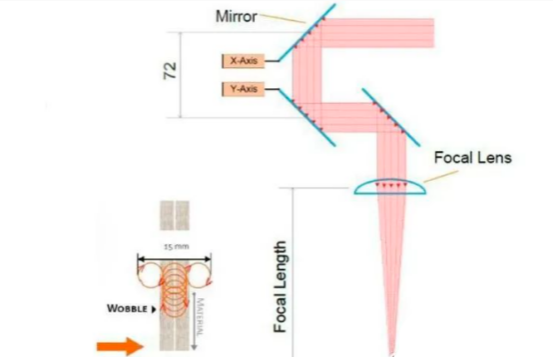
Le faisceau laser émis par le générateur laser est focalisé sur la surface du fil de soudage et chauffé, ce qui provoque la fusion du fil de soudage (le métal de base ne fond pas), l'humidification du métal de base, le remplissage de l'espace de joint et la combinaison avec le métal de base pour former une soudure afin d'obtenir une bonne connexion.
En faisant osciller la lentille réfléchissante interne de la tête de soudage, on contrôle l'oscillation du laser afin de brasser le bain de fusion, de favoriser l'évacuation des gaz et d'affiner le grain. Ce procédé permet également de réduire la sensibilité du soudage laser aux défauts d'apport du matériau. Il est particulièrement adapté au soudage des alliages d'aluminium, du cuivre et des matériaux dissemblables.
6. Soudage hybride à l'arc laser
Soudage hybride laser-arcCe procédé combine deux sources de chaleur, laser et arc électrique, aux propriétés physiques et mécanismes de transmission d'énergie totalement différents, pour former une source de chaleur nouvelle et performante. Caractéristiques du soudage hybride : 1. Comparé au soudage laser, il offre une meilleure capacité de pontage et une structure améliorée. 2. Comparé au soudage à l'arc, il présente une déformation réduite, une vitesse de soudage élevée et une profondeur de pénétration importante. 3. Il tire parti des atouts de chaque source de chaleur tout en compensant leurs faiblesses respectives : 1 + 1 > 2.

Date de publication : 25 octobre 2023











