



Bien que les lasers ultrarapides existent depuis des décennies, leurs applications industrielles ont connu une croissance rapide au cours des deux dernières décennies. En 2019, la valeur marchande des lasers ultrarapidesmatériau laserLe chiffre d'affaires du traitement s'élevait à environ 460 millions de dollars américains, avec un taux de croissance annuel composé de 13 %. Parmi les domaines d'application où les lasers ultrarapides ont été utilisés avec succès pour traiter des matériaux industriels, on peut citer la fabrication et la réparation de photomasques dans l'industrie des semi-conducteurs, ainsi que le découpage du silicium, la découpe/le traçage du verre et l'élimination des films d'oxyde d'indium-étain (ITO) dans l'électronique grand public, comme les téléphones portables et les tablettes, la texturation des pistons pour l'industrie automobile, la fabrication de stents coronaires et la fabrication de dispositifs microfluidiques pour l'industrie médicale.

01 Fabrication et réparation de photomasques dans l'industrie des semi-conducteurs
Les lasers ultrarapides ont été utilisés dans l'une des premières applications industrielles du traitement des matériaux. IBM a présenté l'application de l'ablation laser femtoseconde à la production de photomasques dans les années 1990. Contrairement à l'ablation laser nanoseconde, qui peut engendrer des projections métalliques et endommager le verre, les masques réalisés par laser femtoseconde ne présentent aucun de ces inconvénients. Cette méthode est utilisée pour la production de circuits intégrés (CI). La fabrication d'une puce CI peut nécessiter jusqu'à 30 masques et coûter plus de 100 000 $. Le traitement laser femtoseconde permet de réaliser des lignes et des points inférieurs à 150 nm.
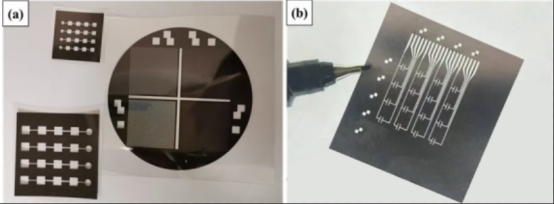
Figure 1. Fabrication et réparation des photomasques
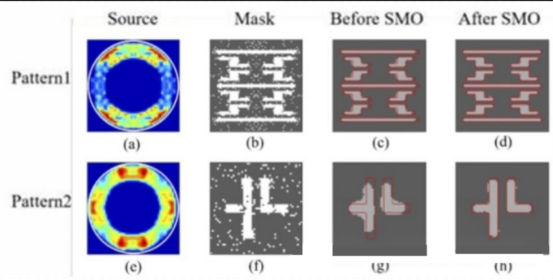
Figure 2. Résultats d'optimisation de différents motifs de masques pour la lithographie ultraviolette extrême
02 Découpe du silicium dans l'industrie des semi-conducteurs
Le découpage des plaquettes de silicium est un procédé de fabrication standard dans l'industrie des semi-conducteurs et est généralement réalisé par découpe mécanique. Ces outils de découpe présentent souvent des microfissures et peinent à découper les plaquettes fines (épaisseur < 150 µm). La découpe laser des plaquettes de silicium est utilisée depuis de nombreuses années dans l'industrie des semi-conducteurs, notamment pour les plaquettes fines (100-200 µm). Elle se déroule en plusieurs étapes : rainurage laser, suivi d'une séparation mécanique ou d'une découpe furtive (faisceau laser infrarouge à l'intérieur du rainurage), suivie d'une séparation mécanique par ruban adhésif. Le laser à impulsions nanosecondes permet de traiter 15 plaquettes par heure, et le laser picoseconde, 23 plaquettes par heure, avec une qualité supérieure.
03 Découpe/gravure du verre dans l'industrie de l'électronique grand public
Les écrans tactiles et les verres de protection pour téléphones portables et ordinateurs portables sont de plus en plus fins et certaines formes géométriques sont incurvées. Cela complexifie la découpe mécanique traditionnelle. Les lasers classiques produisent généralement une qualité de découpe médiocre, notamment lorsque ces écrans en verre sont composés de 3 à 4 couches et que le verre de protection supérieur de 700 µm d'épaisseur est trempé, ce qui le rend fragile et susceptible de se briser sous l'effet de contraintes localisées. Il a été démontré que les lasers ultrarapides permettent de découper ces verres avec une meilleure résistance des bords. Pour la découpe de grands panneaux plats, le laser femtoseconde peut être focalisé sur la face arrière de la plaque de verre, rayant ainsi l'intérieur du verre sans endommager la face avant. Le verre peut ensuite être brisé par des moyens mécaniques ou thermiques le long de la ligne de pré-rayure.
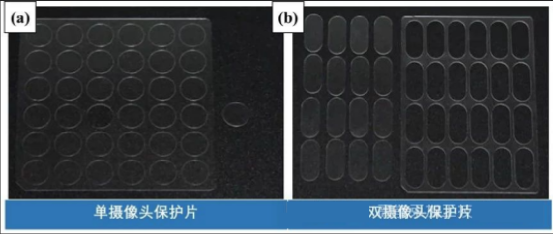
Figure 3. Découpe de verre de forme spéciale au laser ultrarapide picoseconde
04 Textures de piston dans l'industrie automobile
Les moteurs de voitures légères sont fabriqués en alliages d'aluminium, moins résistants à l'usure que la fonte. Des études ont montré que le traitement des textures des pistons de voiture par laser femtoseconde peut réduire la friction jusqu'à 25 % grâce à une meilleure accumulation de débris et d'huile.

Figure 4. Traitement laser femtoseconde des pistons de moteurs automobiles pour améliorer les performances du moteur
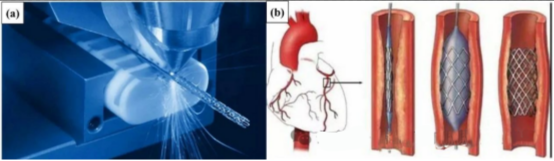
05 Fabrication de stents coronaires dans l'industrie médicale
Des millions de stents coronaires sont implantés dans les artères coronaires pour rétablir la circulation sanguine dans les vaisseaux obstrués, sauvant ainsi des millions de vies chaque année. Ces stents sont généralement constitués d'une armature métallique (par exemple, en acier inoxydable, en alliage à mémoire de forme nickel-titane ou, plus récemment, en alliage cobalt-chrome) d'une largeur d'environ 100 µm. Comparée à la découpe laser à impulsion longue, la découpe des supports par laser ultrarapide présente plusieurs avantages : une qualité de découpe supérieure, un meilleur état de surface et une réduction des débris, ce qui diminue les coûts de post-traitement.
06 Fabrication de dispositifs microfluidiques pour l'industrie médicale
Les dispositifs microfluidiques sont couramment utilisés dans le secteur médical pour les tests et le diagnostic des maladies. Ils sont généralement fabriqués par micro-injection de pièces individuelles, puis assemblés par collage ou soudage. La fabrication de dispositifs microfluidiques par laser ultrarapide présente l'avantage de produire des microcanaux 3D dans des matériaux transparents tels que le verre, sans nécessiter de connexions. Une méthode consiste à réaliser une fabrication par laser ultrarapide à l'intérieur d'un bloc de verre, suivie d'une gravure chimique humide. Une autre méthode utilise l'ablation laser femtoseconde à l'intérieur du verre ou du plastique dans de l'eau distillée pour éliminer les débris. Une autre approche encore consiste à usiner des canaux dans la surface du verre et à les sceller avec un couvercle en verre par soudage laser femtoseconde.
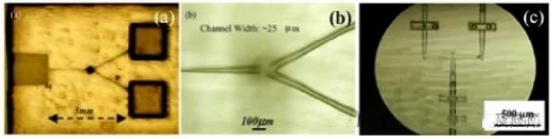
Figure 6. Gravure sélective induite par laser femtoseconde pour la préparation de canaux microfluidiques à l'intérieur de matériaux en verre.
07 Micro-perçage de la buse d'injection
L'usinage de microtrous par laser femtoseconde a remplacé la micro-électroérosion (micro-EDM) dans de nombreuses entreprises du marché des injecteurs haute pression grâce à une plus grande flexibilité dans la modification des profils des orifices et à des temps d'usinage plus courts. La possibilité de contrôler automatiquement la position du foyer et l'inclinaison du faisceau grâce à une tête de balayage en précession a permis de concevoir des profils d'ouverture (par exemple, en barillet, évasé, convergent, divergent) favorisant l'atomisation ou la pénétration dans la chambre de combustion. Le temps de perçage dépend du volume d'ablation, avec une épaisseur de perçage de 0,2 à 0,5 mm et un diamètre de trou de 0,12 à 0,25 mm, ce qui rend cette technique dix fois plus rapide que la micro-EDM. Le microperçage s'effectue en trois étapes, comprenant l'ébauche et la finition des trous pilotes traversants. L'argon est utilisé comme gaz auxiliaire pour protéger le trou de perçage de l'oxydation et pour masquer le plasma final lors des premières étapes.
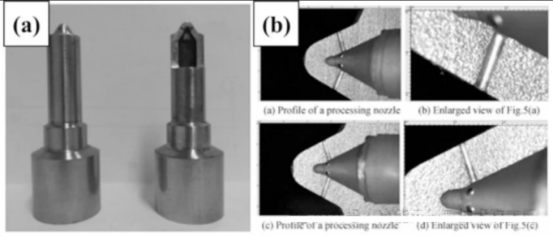
Figure 7. Usinage de haute précision par laser femtoseconde d'un trou conique inversé pour injecteur de moteur diesel
08 Texturation laser ultra-rapide
Ces dernières années, afin d'améliorer la précision d'usinage, de réduire les dommages causés aux matériaux et d'accroître l'efficacité des procédés, le micro-usinage est devenu un domaine de recherche prioritaire. Le laser ultrarapide présente divers avantages, tels qu'un faible endommagement et une haute précision, et joue un rôle central dans le développement des technologies de traitement. Par ailleurs, le laser ultrarapide peut agir sur une grande variété de matériaux, et l'étude des dommages induits par le traitement laser constitue également un axe de recherche majeur. Le laser ultrarapide est utilisé pour l'ablation des matériaux. Lorsque la densité d'énergie du laser dépasse le seuil d'ablation du matériau, la surface du matériau ablaté présente une microstructure nanométrique aux caractéristiques spécifiques. Les recherches montrent que cette structure de surface particulière est un phénomène courant lors du traitement laser des matériaux. La préparation de microstructures nanométriques de surface permet d'améliorer les propriétés intrinsèques du matériau et ouvre également la voie au développement de nouveaux matériaux. De ce fait, la préparation de microstructures nanométriques de surface par laser ultrarapide représente une méthode technique d'une importance capitale pour le développement des technologies. Actuellement, pour les matériaux métalliques, la recherche sur la texturation de surface par laser ultrarapide peut améliorer les propriétés de mouillage de la surface métallique, améliorer les propriétés de frottement et d'usure de la surface, améliorer l'adhérence du revêtement et la prolifération et l'adhérence directionnelles des cellules.
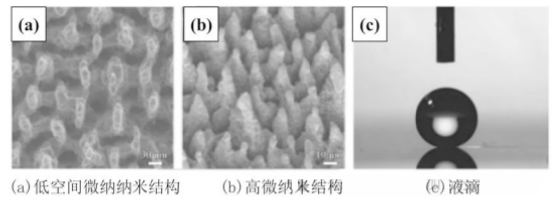
Figure 8. Propriétés superhydrophobes de la surface de silicium préparée au laser
En tant que technologie de pointe, le traitement laser ultrarapide se caractérise par une zone affectée thermiquement réduite, une interaction non linéaire avec les matériaux et une résolution élevée, au-delà de la limite de diffraction. Il permet un usinage micro-nano de haute qualité et de haute précision de divers matériaux, ainsi que la fabrication de structures micro-nano tridimensionnelles. La fabrication laser de matériaux spéciaux, de structures complexes et de dispositifs spécifiques ouvre de nouvelles perspectives pour la micro-nanofabrication. Actuellement, le laser femtoseconde est largement utilisé dans de nombreux domaines scientifiques de pointe : il permet de réaliser divers dispositifs optiques, tels que des réseaux de microlentilles, des yeux composés bioniques, des guides d’ondes optiques et des métasurfaces ; grâce à sa haute précision, sa haute résolution et ses capacités de traitement tridimensionnel, il permet de fabriquer ou d’intégrer des puces microfluidiques et optofluidiques, comme des micro-éléments chauffants et des canaux microfluidiques tridimensionnels. De plus, le laser femtoseconde permet de réaliser différents types de micro-nanostructures de surface aux propriétés antireflet, superhydrophobes, antigivrage, etc. Il est également utilisé en biomédecine, où il démontre des performances exceptionnelles pour la fabrication de micro-stents biologiques, de supports de culture cellulaire et pour l'imagerie microscopique biologique. Ses perspectives d'application sont vastes. Actuellement, les domaines d'application du traitement par laser femtoseconde s'étendent d'année en année. Outre la micro-optique, la microfluidique, les micro-nanostructures multifonctionnelles et le génie biomédical, il joue un rôle majeur dans des domaines émergents tels que la préparation de métasurfaces, la microfabrication et le stockage optique multidimensionnel d'informations.
Date de publication : 17 avril 2024











