



soudage hybride à l'arc laserLe soudage laser hybride (ou soudage à l'arc) combine faisceau laser et arc électrique. Cette combinaison permet d'améliorer significativement la vitesse de soudage, la profondeur de pénétration et la stabilité du procédé. Depuis la fin des années 1980, le développement continu des lasers de forte puissance a favorisé l'essor de cette technologie. Les contraintes liées à l'épaisseur et à la réflectivité des matériaux, ainsi qu'à la capacité de pontage des interstices, ne constituent plus des obstacles au soudage. Cette technique a été utilisée avec succès pour le soudage de pièces d'épaisseur moyenne.
technologie de soudage hybride à l'arc laser
Dans le procédé de soudage hybride laser-arc, le faisceau laser et l'arc interagissent dans un bain de fusion commun pour produire des soudures étroites et profondes, améliorant ainsi la productivité, comme le montre la figure 1.
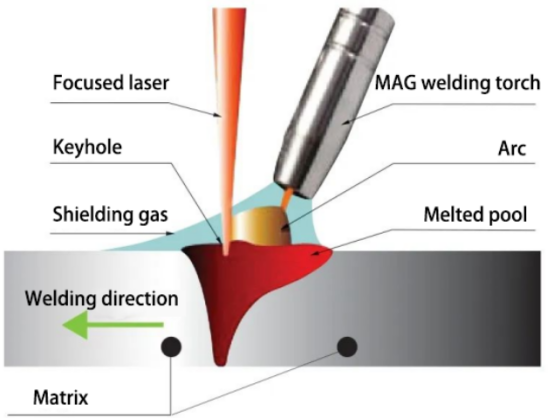
Figure 1 Schéma du procédé de soudage hybride à l'arc laser
Principes de base du soudage hybride laser-arc
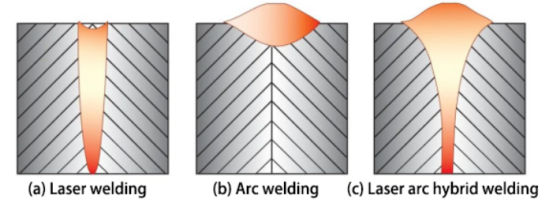
Le soudage laser est reconnu pour sa zone affectée thermiquement très réduite. Son faisceau laser, focalisé sur une petite surface, permet de réaliser des soudures étroites et profondes, ce qui augmente la vitesse de soudage et réduit ainsi l'apport de chaleur et le risque de déformation thermique des pièces soudées. Cependant, le soudage laser présente une faible capacité de pontage des interstices, exigeant une grande précision lors de l'assemblage des pièces et de la préparation des bords. Il est par ailleurs très difficile de souder des matériaux à haute réflectivité comme l'aluminium, le cuivre et l'or. À l'inverse, le soudage à l'arc offre une excellente capacité de pontage des interstices, un rendement électrique élevé et permet de souder efficacement des matériaux à haute réflectivité. Toutefois, la faible densité d'énergie du soudage à l'arc ralentit le processus, entraînant un apport de chaleur important dans la zone de soudure et des déformations thermiques des pièces. C'est pourquoi l'utilisation d'un faisceau laser de haute puissance pour le soudage à pénétration profonde, combinée à la synergie d'un arc à haut rendement énergétique, permet de pallier les inconvénients du procédé et de compléter ses avantages, comme illustré sur la figure 2.
Les inconvénients du soudage laser résident dans sa faible capacité à combler les jeux et ses exigences élevées en matière d'assemblage des pièces. Quant au soudage à l'arc, il souffre d'une faible densité d'énergie et d'une faible profondeur de fusion lors du soudage de tôles épaisses, ce qui génère un important apport de chaleur dans la zone de soudage et provoque des déformations thermiques des pièces soudées. La combinaison des deux procédés permet de compenser leurs défauts respectifs, en exploitant pleinement les avantages de la fusion profonde du laser et du recouvrement du soudage à l'arc. On obtient ainsi un faible apport de chaleur, une faible déformation de la soudure, une vitesse de soudage élevée et une résistance élevée, comme illustré sur la figure 3. Le tableau 1 compare les effets du soudage laser, du soudage à l'arc et du soudage hybride laser-arc sur des tôles d'épaisseur moyenne et épaisse.
Tableau 1 Comparaison des effets de soudage des plaques d'épaisseur moyenne et épaisse
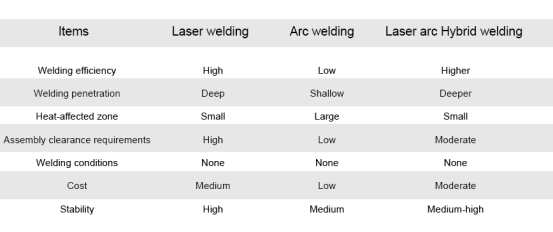
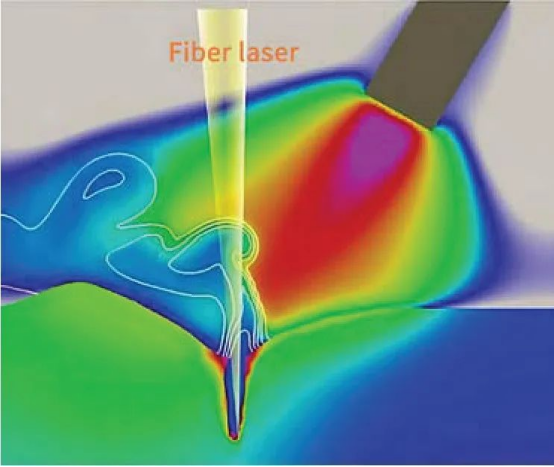
Figure 3 Schéma du procédé de soudage hybride à l'arc laser
Étui de soudage hybride à l'arc Mavenlaser
L'équipement de soudage hybride à l'arc Mavenlaser est principalement composé d'unbras robotisé, un laser, un refroidisseur, untête de soudage, une source d'alimentation pour le soudage à l'arc, etc., comme illustré à la figure 4.

Domaines d'application et tendances de développement du soudage hybride laser-arc
Domaines d'application
Avec la maturation de la technologie laser haute puissance, le soudage hybride laser-arc est largement utilisé dans divers domaines. Il présente l'avantage d'une efficacité de soudage élevée, d'une grande tolérance aux jeux et d'une pénétration profonde. C'est la méthode de soudage privilégiée pour les tôles d'épaisseur moyenne à forte. Elle peut également remplacer le soudage traditionnel dans le secteur de la fabrication d'équipements de grande envergure. On la retrouve fréquemment dans des secteurs industriels tels que les engins de chantier, les ponts, les conteneurs, les pipelines, la construction navale, les structures métalliques et l'industrie lourde.

Date de publication : 7 juin 2024











